The device that is run on the bottom of the casing for primary cementing is called a “shoe”. There are four basic types of shoes that run on the casing, a guide shoe, a float shoe, an automatic fill shoe, and a differential fill float shoe. In this article, we will handle both the float shoe and collar that is must use while casing running operations on oil and gas rigs.
The main types for the casing shoe are:
- Guide shoe
- Float shoe
- Automatic fill shoe
- Differential fill shoe
Guide Casing Shoe
The guide shoe is simply a plain end device run on the bottom of any type of casing with a cement or composite bottom and a restricted hole through the center. It is rounded on the bottom so it will pass easily into the well. The restricted hole size allows a wiper plug to seat (though it seldom is used for that) and also to increase the velocity of the flow out of the shoe to remove mud and allow for better Casing cementing around the shoe. The cement or composite material in the shoe is easily drilled once the cement has hardened sufficiently for the drilling operations to resume.
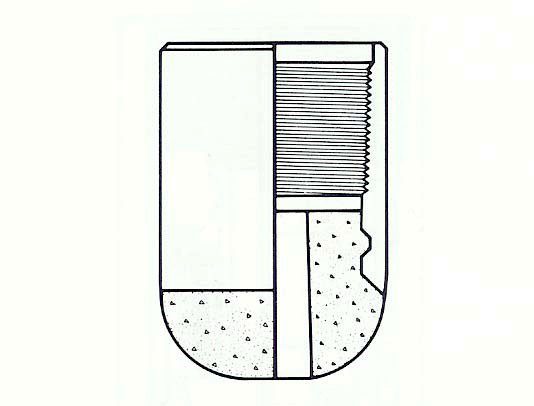
Float Shoe
The float shoe is similar to the guide shoe except it has a check valve to keep fluids from entering the casing from the bottom. The primary purpose is to hold the cement column in place in the annulus since the density of the cement is usually greater than that of the mud and it would tend to equalize the hydrostatic pressure difference by flowing back into the casing were it not for the check valve. There are three types of check valves used.
- One is a ball-type check valve using a low-density ball that floats in the drilling mud or cement.
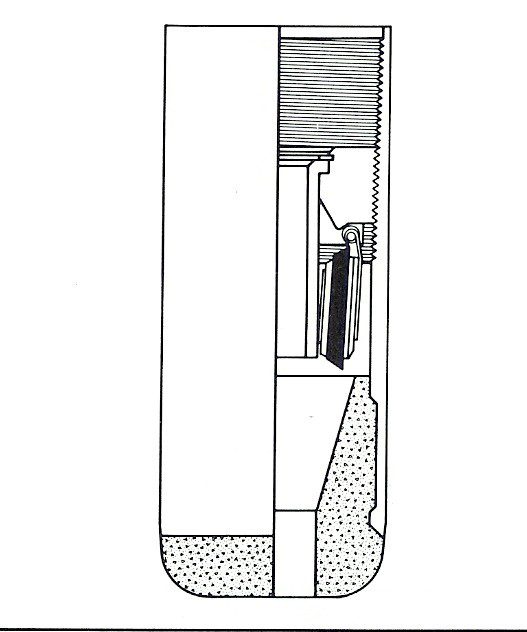
- Another is a spring-actuated flapper type check valve.
- And a third type uses a spring-actuated poppet type valve.
Of the three the ball type is the simplest and considered the more reliable by many because it has no spring like the other two.


Automatic Fill Float Shoe & Collar
An automatic fill float shoe has a check valve in the bottom that is held off its seat by various means until the casing is circulated. Once circulation has been established the check valve actuated, no fluids can enter the casing from the shoe after circulation ceases. The purpose of such a shoe is to allow fill of the casing from the wellbore as the casing is being run into the well.

Differential Fill Type Casing Shoe
A differential fill type shoe has a check valve and also a spring-loaded valve to allow fill from the bottom after a predetermined differential pressure is reached. The purpose of this device is to fill the casing from the shoe in the event that the filling operation at the surface falls to far behind to the point where there is too little mud in the casing.

Some shoes also have some type of outlet other than the down-facing center hole. They also have holes in the side that aid in removing mud from the hole near the shoe. Some of these holes direct the flow upwards, some to the side, and some downward.

Float Collars
Float collars serve the same purpose as a shoe, i.e. to prevent cement from reentering the casing once it has been pumped into place. The float collars are made with various types of valves the same as the float shoes. There are also automatic fill and differential fill collars. The purpose of the collar is primarily to provide a landing seat for the wiper plugs some distance above the float shoe so that good some quality cement is inside and outside the casing around the shoe.
In other words, if we displaced a wiper plug all the way down to the shoe there would certainly be some contaminated cement ahead of the wiper plug and it would be around the outside of the shoe. The check valve in the collar serves as a redundant backup of the check valve in the shoe. They are run at least one joint above the float shoe and most operators run them two joints above the shoe. Those who run them only one joint above the shoe feel that they are saving money by having less cement to drill out of the casing. The truth is that bad cement around the shoe will cost a lot more to remedy than a little extra time drilling thirty to forty feet of cement.
You should always run the float collar at least two joints above the shoe. There is also another type used in place of a float collar called a float insert. It is a threaded piece of metal with a flapper valve that is run in a casing coupling. It is cheap and that seems to be its only advantage because they can fail easily. It is a false economy, or as one old-timer once said, “If you can’t afford a real float collar then you should not be drilling a well.”
Float Equipment Failure
Failure of the float to operate properly will allow the cement to flow back into the casing. If this happens it can be countered by holding back the slurry by keeping pressure on the casing. However, keeping the casing under continuous pressure during setting and development of compressive strength of the cement may lead to a larger micro-annulus between pipe and cement when eventually the pressure is released. It is therefore recommended to release pressure as soon as cement starts to gel and loses mobility, using cement test results as a guide to timing. Installation of a float shoe, backed up by a float collar above it, is frequently done to reduce failure risks.
gents
i found this very useful , and interesting
thank you for all your time and efforts
, god save you
Thanks Sir