Some of the dull characteristics listed In Our Bit Dull Grading Guide are self-explanatory. More detailed description of the two-letter codes can be obtained from bit companies. Examples of some of the dull characteristics for Roller Cone Bit Design are shown below.
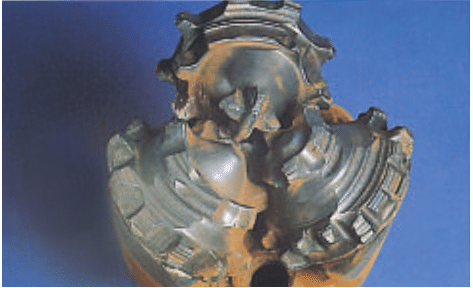
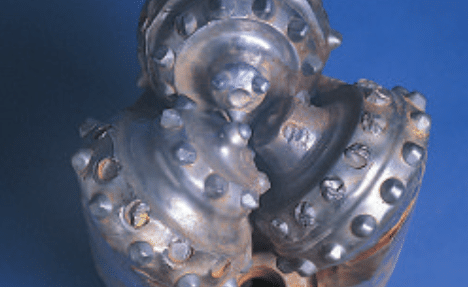
BROKEN CONE (BC) – Roller Cone Bit Dull Characteristics
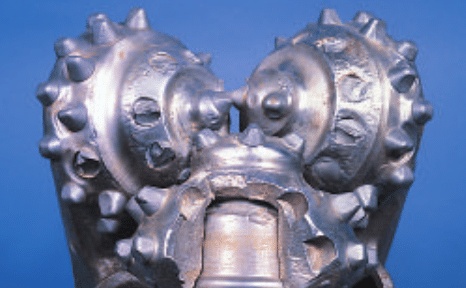
The broken cone in this photo was caused by hydrogen sulfide embrittlement. A cone also may break when the bit hits a ledge during a trip (check also: Tripping Pipe procedures) or connection, or there is cone interference caused by the cones running on each other after a bearing failure. Notice the two flat axial breaks on this particular bit. The circumferential break is the cup/ cone tear break. Generally, the “BT” on Cone One and Cone Two is caused by junk left on the bottom by Cone Three. The crest of the broken inserts indicates the insert break was caused by the inserts impacting the cone piece during drilling.
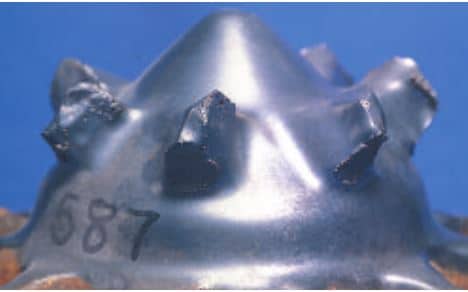
BROKEN TEETH (BT)
This photo is an example of multiple tooth breakage. The sharp edges to the junk dent marks in the cone shell indicate this chipping, or breakage, occurred near the end of the bit run. Note also that the heel inserts and nose inserts have remained in the best condition. In some formations, broken teeth, like chipped teeth, can be a normal wear characteristic of tungsten carbide insert (TCI) bits and do not necessarily indicate problems in bit application or operating practices. Broken teeth, however, are not considered normal wearing conditions for steel tooth bits. For those, it may indicate either improper bit application or operating practices.
In TCI bits, this dull feature frequently occurs when the rock’s compressive strength exceeds the cutting structure’s compressive strength. If, however, the bit run was of unusually short duration, broken teeth could indicate one of the following:
- Excessive weight is evident by broken teeth, predominately on the inner and middle rows.
- Excessive rpm for the particular application is indicated by breaks predominately on the gauge row.
- Improper bit application
- There is a need for a shock sub.
- Teeth also can break when the bit is run on junk, hits a ledge, or suddenly strikes the bottom.
- Drilling a too hard formation for the type of bit used can also break teeth.
BALLED BIT (BU)
A balled-up bit will show tooth wear. This is caused by a cone, or cones, being unable to turn because the formation is packed between the cones. It erroneously may appear a bearing has been locked up. After cleaning the cutting structure of this particular bit, it was discovered the bearings were in good condition, which often is the case with a balled-up bit.
Causes:
- Inadequate hydraulic cleaning of the hole,
- When the bit is forced into formation cutting with the mud pump not running
- Drilling a sticky formation.
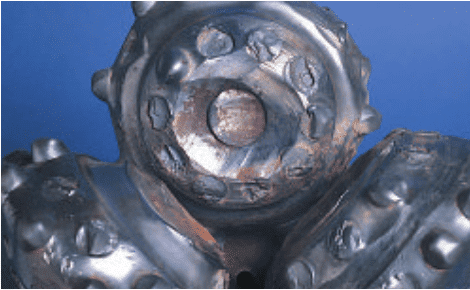
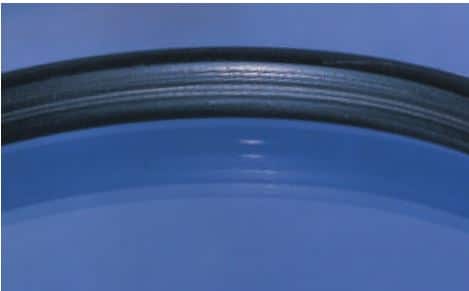
CRACKED CONE (CC) – Roller Cone Bit Dull Characteristics
This photo shows a circumferentially cracked cone. This crack was caused by cone shell wear, which reduced the cone shell thickness over the cone retention groove.
Causes:
- The heat generated by the formation wear during off-center running
- A cone may crack when junk is left on the bottom,
- The bit hits a ledge or bottom,
- The drill string is dropped.
- Hydrogen sulfide embrittlement,
- Cone shell erosion,
- Overheating.
CONE DRAGGED (CD)

This dull feature means one or more of the cones did not turn during part of the Drilling bit run. This is indicated by one or more flat wear spots.
Causes:
- Bearing failure on one or more of the cones,
- Junk lodging between the cones,
- A pinched bit that causes cone interference,
- A balled-up bit.
CONE INTERFERENCE (CI) – Roller Cone Bit Dull Characteristics
On this bit, notice the “BT, M 3” breakage is irregular, indicating the Number One Cone shell and inserts impacted on another. The “WT, M 1” is a good example of insert wear against the adjacent cone shell material, as opposed to wear against the formation. Cone interference can lead to cone grooving and broken teeth and is often mistaken for formation damage. Broken teeth caused by cone interference do not indicate improper bit selection.
Causes:
- A pinched bit,
- Reaming an undergauge hole with excessive weight on bit (WOB)
- Bearing failure in one or more cones.
CORED BIT (CR)
The centermost cutters of this bit were damaged by a rock core that was left in the hole by the preceding bit.
Causes
- Broken nose part of one or more cones.
- When the formation’s abrasiveness exceeds the center cutters’ wear resistance.
- Improperly breaking in a new bit after a major change in the bottom hole pattern also can result in coring.
- Lost cutters because of cone shell erosion.
- When junk is left in the hole, it breaks the center cutters.
BOTTOM HOLE PATTERN OF CORED/ NON-CORED BIT
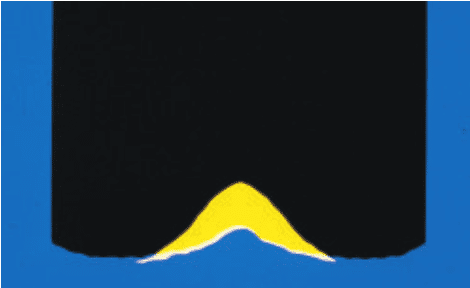
This photo compares the bottom hole pattern of a bit that has been cored and one that is running normally. The yellow portion shows the formation mound left on the bottom by a previously run bit that was cored.
Mitigations:
- In number one or two rock, and with proper care, the mound can be removed, and drilling proceeds without coring the next bit.
- In the harder numbers of seven, eight, or nine rocks, the core must first be cleaned up, and 5-10 feet of the new hole can be drilled. Afterward, it is wise to trip and examine the bit to determine if another cleaning is called for.
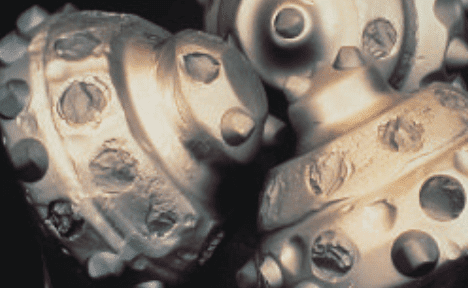
CHIPPED TEETH (CT) – Roller Cone Bit Dull Characteristics

This photo shows two examples of how teeth can chip. Note the chipped insert on the upper left middle row, adjacent to the heel, or gauge, row. This insert was sheared by impact from something on the bottom of the hole. The two inserts to the right in the same row each have a single break with a ridge in the center and a small one to the side.
On TCI bits, chipped teeth often become broken teeth. A tooth is considered to only be chipped if a substantial part remains above the cone shell. Usually, chipped teeth are not indicative of any problems in bit applications or operating parameters.
Causes:
- Impact loading caused by rough running
- Slight cone interference.
EROSION (ER)
The erosion indicated in this photo suggests abrasive cuttings in the mud traveled at a high rate from right to left. When encountering an insert, the eddy effect caused the cuttings to remove the cone shell on the right side of the inserts.
On TCI bits, the loss of cone shell material can lead to a loss of inserts, because the support and grip of the cone shell material was reduced.
Causes:
- Abrasive cuttings can erode the cone shell because of inadequate hydraulics.
- Excessive hydraulics can lead to high-velocity fluid erosion.
- An abrasive formation contacting the cone shell between the cutters also can lead to erosion.
- Tracking,
- Off center wear
- Excessive WOB.
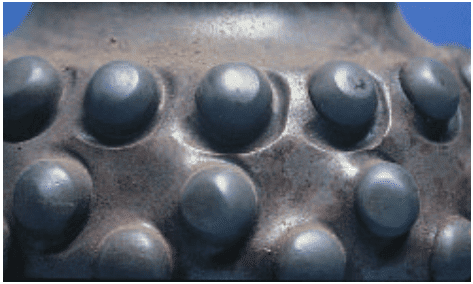
FLAT CRESTED WEAR (FC) – Roller Cone Bit Dull Characteristics
This characteristic generally reduces the rate of penetration toward the end of the run and ends many steel tooth runs. As shown here, flat crested wear is an even reduction in height across the entire face of the cutters. Flat crested wear is dependent on many factors, including formation, hard facing and operating parameters.
Causes:
This characteristic often is caused when weight is decreased and rpm is increased to control deviation.
HEAT AFFECTED SEAL
A bearing may fail because of a heat affected seal (would be denoted on form as SF). Thermal degradation of a seal is a time and temperature reaction and can be caused by modest temperature over long runs, or by high temperature over short runs.
The damage to the bit shown here was caused when, after making a connection, drilling resumed without starting the mud pump.
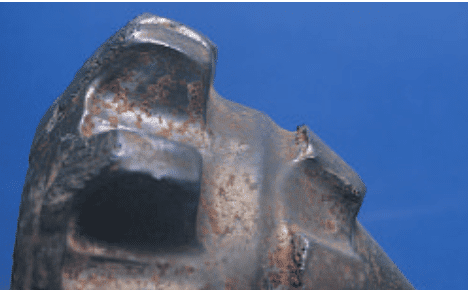
HEAT CHECKING (HC)

Heat checking occurs when a cutter overheats by being dragged on the formation and is later cooled by the drilling fluid over many cycles. Along with dragging the cutters, heat checking also can occur when reaming a slightly undergauge hole at high rpm.
Heat checking on this particular bit was caused by reaming with a motor, which is considered a bad drilling practice. Note here that one leg of the bit was removed so the bearing could be examined.
JUNK DAMAGE (JD)

This can be determined by marks on any part of the bit. The deep groove in the shirttail of this bit is believed to have been caused by junk from the bit itself. The heavy cone shell erosion around the heel inserts makes it easy to understand why an entire insert would be dropped. Note the circumferential scratches, which came from sharp formation damage. It sometimes is necessary to clear the junk from the hole before proceeding.
Common sources of junk, and thereby junk damage are: junk dropped in the hole from the surface, junk from the drill string, such as reamer pins, stabilizer blades, etc.; junk from a previous bit run, and junk from the bit itself.
LOST CONE (LC) – Roller Cone Bit Dull Characteristics

Cones can be lot in a variety of ways. With few exceptions, the dropped cone must be cleared from the hole before drilling can resume.
Causes:
- T the bit striking a ledge or the bottom during a trip, or connection.
- A dropped drill string,
- Bearing failure,
- Hydrogen sulfide embrittlement.
LOST NOZZLE (LN)

This is an important other dulling characteristic that can help explain a bit run. A lost nozzle causes a pressure decrease that requires the bit be pulled from the hole. A lost nozzle also is a source of junk in the hole.
Causes:
- Improper installation,
- Improper nozzle / nozzle design,
- Mechanical / Erosion damage to the nozzle and/or nozzle retaining system.
On the bit shown here, the washing action indicates a nozzle without a good O-ring. It was later determined the lack of sealing was caused by installing another manufacturer’s nail-retained nozzle in a Hughes Christensen assembly. This meant the Hughes Christensen O-ring was left unsealed by the nail groove of the incompatible nozzle.
LOST TEETH (LT) – Roller Cone Bit Dull Characteristics

On this bit, the middle row of the Number One cone is a good example of cone cracking running in a circumferential manner from the bottom of the insert hole to the bottom of the adjacent insert hole. This has loosened the hold of the cone on the insert, resulting in the loss of some inserts. It is important to note that the nose insert of the Number One cone is lost because of cone shell erosion.
On TCI bits, this characteristic results in entire inserts being left in the hole, thereby causing potential junk damage. Lost teeth occasionally are preceded by rotated inserts. Along with cone shell erosion, teeth can be lost by a crack in the cone that loosens the grip on the inserts and by hydrogen sulfide embrittlement cracks.
OFF CENTER WEAR (OC)

This occurs when the geometric center of the bit and the geometric center of the hole do not coincide. The result is an oversized hole. Off center wear is identified either by wear on the cone shells between the rows of cutters, more gauge wear on one cone, or by a less than expected penetration rate. Off center wear can reduce ROP more so than a tracking bit.
On this particular bit, the cone on the right was cutting an oversized hole, while the cone to the left had little, or no engagement with the wall of the hole. Since the wear is between the rows of inserts, this indicates the bit was drilling an oversized hole.
Causes:
- A change in the formation from brittle to plastic,
- Inadequate stabilization in deviated hole,
- Inadequate weight for the formation,
- Improper bit type,
- When the hydrostatic pressure significantly exceeds the formation pressure.
Off center wear can be eliminated by changing bit types, thereby changing the bottom hole pattern.
PINCHED BIT (PB) – Roller Cone Bit Dull Characteristics

The bit shown here, for example, was forced into an undersized BOP stack. Note the broken heel inserts. Generally, the ridge from broken inserts is circumferential, while the ridge in insert breakage normally is perpendicular to the force causing the breakage.
Several of these heel inserts have circumferential crests on the broken heel inserts, which indicates the undersized BOP broke the heel inserts.
Causes:
- When they are mechanically forced to a less than original gauge
- Forcing a rolling cone bit into a section of hole drilled by a fixed cutter bit,
- Also forcing a bit through casing ( Check our casing design guide) that does not drift to the bit size,
- Pinching a bit in the bit breaker.
Pinched bits can lead to broken teeth, chipped teeth, cone interference,
PLUGGED NOZZLE (PN)

While this dulling condition does not describe the cutting structure, it nonetheless can be useful in providing information about a bit run. A plugged nozzle can result in reduced hydraulics, or force a trip out of the hole because of excessive pump pressure.
Causes:
- Jamming the bit into fill with the pump off
- When during a connection solid material going up the drill string and through the bit becomes lodged in a nozzle when circulation is resumed.
- Conversely, solid material being pumped down the drill string also can lodge in a nozzle.
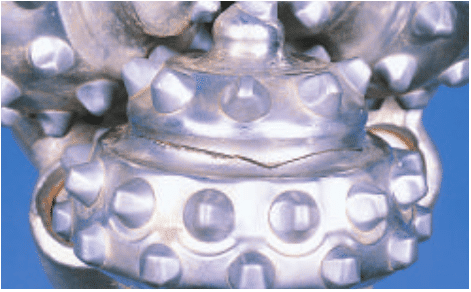
ROUNDED GAUGE (RG) – Roller Cone Bit Dull Characteristics Causes

This dulling condition describes a bit that has experienced gauge wear in a rounded manner, but has yet to wear out of normal gauge. The heel inserts may be less than gauge, but the cone backfaces are still within nominal diameter. On this particular bit, the lack of shirttail and hardfacing wear along with the remaining bevels on the gauge inserts, suggest it was still drilling a nominal gauge hole.
Causes:
- When drilling an abrasive formation with excessive rpm,
- Reaming an under gauge hole.
SHIRTTAIL DAMAGE (SD) – Roller Cone Bit Dull Characteristics

Damage to the shirttail may be different from junk damage and is not considered a cutting structure dulling characteristic. Shirttail wear can lead to seal failures.
Causes:
- Junk left in the hole,
- Reaming an under-gauge hole in faulted or broken formations,
- A pinched bit that makes the shirttail the outermost part of the bit,
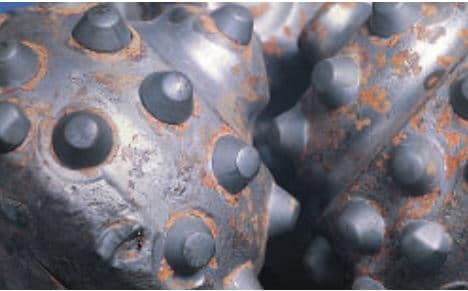
SELF-SHARPENING WEAR (SS)
Since self-sharpening helps maintain better penetration rates throughout the run, this dulling characteristic often indicates proper bit selection and operating parameters. Both TCI and steel tooth bits may wear in a self-sharpening manner. As shown here, the cutters wear in such a manner as to retain some cutting edge.
TRACKING (TR)
As shown here, the middle rows that tracked have turned the cones at an improper speed. The flat crested wear on the heel and inner rows also indicate improper speed. Another tracking indicator is the scooped wear between sharp crested teeth in a single row.
A tracking bit will drill a nominal gauge hole with all three cones reaching gauge. Tracking occurs when the teeth mesh like gears into the bottom of the hole. The cutter wear on a tracking bit will be on the leading and trailing flanks. The cone shell wear will be between the cutters in a row.
Causes:
- Changes in the formation from brittle to plastic,
- When hydrostatic pressure significantly exceeds the formation pressure.
WELD WASH OUT (WO) – Roller Cone Bit Dull Characteristics

Washout can occur at any time during a bit run. If the bit weld is porous, or not closed, the bit will start to wash out as soon as circulation begins. Often, the welds are closed, but will crack during the bit run because of impact with the bottom, or with ledges on connections. When a crack occurs and circulation starts through the crack, the wash-out is established very quickly.
Weld wash-out caused by drill string harmonics happens after the bit is in the hole long enough to indicate the weld was sealed during bit assembly. After Hughes Christensen installed triads during bit assembly, the frequency of weld washouts caused by drill string harmonics was reduced greatly.
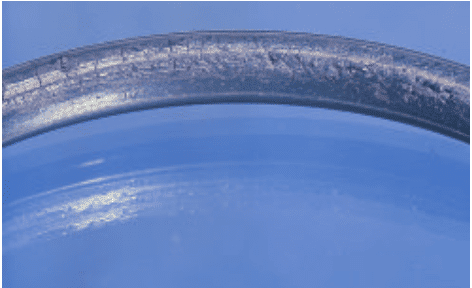
WORN SEAL (DENOTED AS SF) – Roller Cone Bit Dull Characteristics Causes
Under Seals/Bearings, one possible cause of bearing failure is a worn seal. In this photo, the seal is worn on the I.D. of the mud side.
Causes:
- Mud solids wearing away the seal material.
WORN TEETH (WT)
This is a normal dulling characteristic for both TCI and steel tooth bits. When “WT” is noted for steel tooth bits, it usually is appropriate to note either self-sharpening (SS) or flat-crested wear (FC).