What Is the Wait & Weight Killing Method?
The Wait and Weight are sometimes called the Engineers or One Circulation Method. At least, in theory, it kills the well in one circulation.
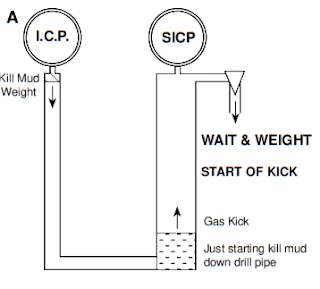
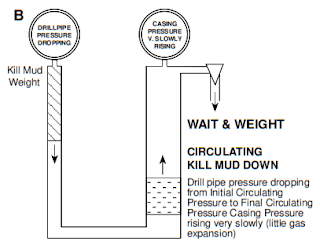
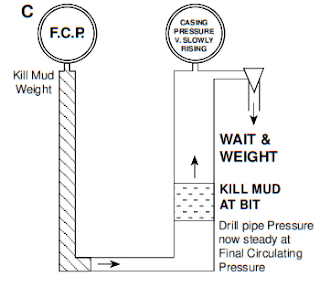
Once the well is shut in (hard shut-in well procedure – Soft shut-in procedure) and pressures are stabilized, the shut-in drill pipe pressure calculates the kill mud weight. When ready, Kill mud is pumped down the Drill Pipe. At commencement, enough Drill Pipe pressure must be held to circulate the mud, plus a reserve equivalent to the original Shut in Drill Pipe pressure. This total steadily decreases as the mud goes down to the drilling bit until with Kill mud at the Drilling Bit, the required pressure is simply needed to pump Kill mud around the well.
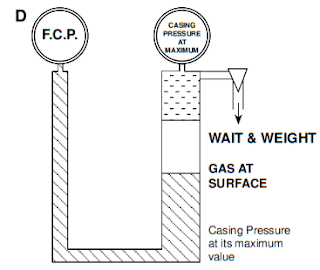
The choke in the choke manifold is adjusted to reduce Drill Pipe pressure while Kill mud is pumped down the Drill String. With kill mud at the bit, the static head of mud in the Drill Pipe balances formation pressure. For the remainder of the circulation, as the influx is pumped to the surface, followed by Drill Pipe contents and the kill mud, the Drill Pipe pressure is held at the final circulating pressure by choke adjustment.
Advantages
The Main Advantages of the Wait & Weight Killing Method are:
- Lowest wellbore pressures and lowest surface pressures – this means less equipment stress.
- Minimum choke circulating timeless chance of washing out the choke.
Disadvantages
- Considerable waiting time (while weighing up) – gas kick migration.
- If large increases in mud weight are required, this is difficult to do uniformly in one stage.
How To Kill The Well By Wait & Weight Method (Procedure)
1- Calculate Kill mud weight:

2- Initial Circulating Pressure:

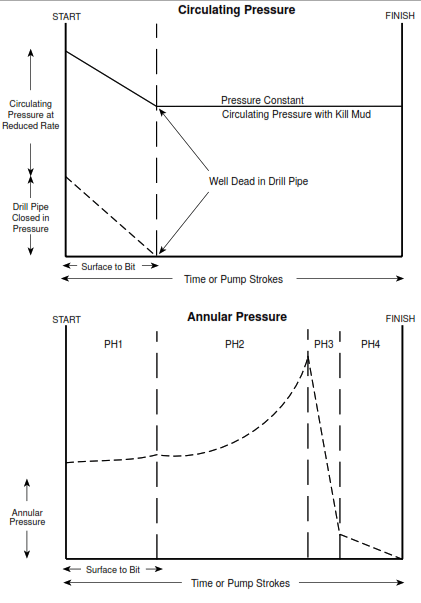
3- Once the pipe capacity of the Drill String is calculated, it is possible to draw a graph showing how Drill Pipe pressure varies as Kill mud is pumped down to the Drilling Bit
4- The choke is cracked open, the pump started to break circulation, and then brought up slowly to the Kill Rate, While that keep the casing pressure as near as possible to the SICP reading.
5- When the pump is up to the Kill Rate, the choke operator transfers to the Drill Pipe pressure gauge.
6- As the Kill mud proceeds down the Drill Pipe, the Drill Pipe pressure is allowed to drop steadily from the Initial Circulating Pressure to the Final Circulating Pressure by choke adjustment. (through the table you have already done)
- Where the Kick is small, at or near the bottom of the hole, the Drill Pipe pressure tends to drop of its own accord as the kill mud moves down. Little or no choke adjustment is required.
- Only in cases of diffused gas Kicks with gas far up the annulus will significant choke adjustments be needed during this period.
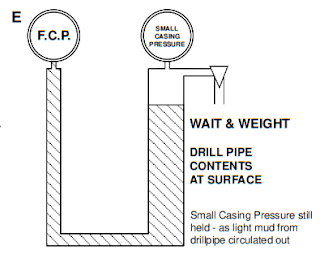
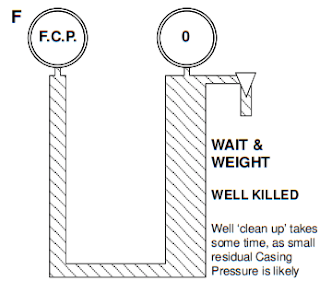
7- In the Wait & Weight Kill Method, after the kill mud has reached the Drilling Bit, the Drill Pipe pressure is maintained at the Final Circulating Pressure until the kill mud returns to the surface.
Note: As with Driller’s Method, this Final Circulating pressure is constant as long as the pump rate is constant at the selected value. If the pump rate is felt to be wrong for any reason, it can be changed using the same procedure described previously. However, pump rate changes should be avoided where possible.
Changing Pump Rate: While adjusting the pump rate, the casing pressure is held steady by adjusting the choke. Once the pump is stabilized at its new speed, the revised circulating pressure is ready from the Drill Pipe gauge. If a gas influx is near the surface, adjusting the pump rate by holding a steady casing pressure may significantly increase the bottom hole pressure. This is due to the rapid expansion of gas near the surface. Alterations in pump rate are to be made early on!
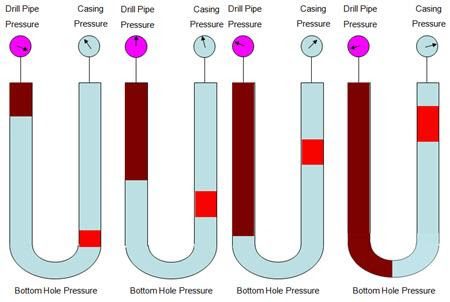
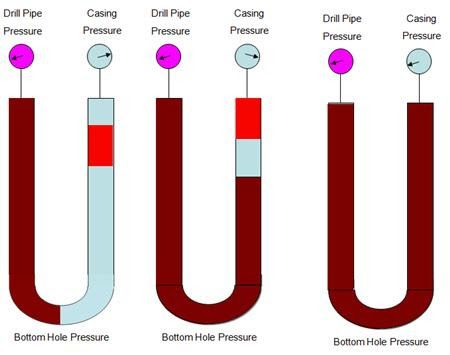
Wait & Weight Method Diagrams