The choke manifold is an arrangement of valves, fittings, lines, and chokes that provide several flow routes to control the flow of mud, gas, and oil from the annulus during a kick ( Kick warning signs – Causes of kick in drilling). Here you shall learn choke manifold parts, function & IADC recommendations in drilling.
When a kick occurs, control of the well is maintained by shutting in the well (i.e. secondary well control) ( hard shut in well procedure – Soft shut in well procedure). It is then necessary to regain primary well control as soon as possible.
Check Also: Choke Manifold Testing & Acceptance Procedures
If the shut-in pressure gets too high before primary well control can be achieved, there is a possibility that a complete blow-out will occur. To prevent this, chokes are used to bleed of drill fluid to maintain the pressure below the MAASP, while heavier mud is being pumped into the hole to replace the lighter mud to regain primary well control.
It is important not to bleed of more drill fluid than is necessary, as this allows the lighter fluid mixed with gas to further unbalance hydrostatic pressures.
A high-pressure choke low line leads to the choke manifold, the design of which includes:
- adjustable chokes
- an accurate quick response pressure gauge
- control valves.
Note: Chokes are used to release fluid at a controlled rate to limit the pressure on the casing ( casing design calculations) and allow the mud in the hole to be replaced with heavier mud.
Choke Manifold Function
If the hydrostatic head of the drilling fluid is insufficient to control subsurface pressure, formation fluids will flow into the well. To maintain well control, back pressure is applied by routing the returns through adjustable chokes until the well flow condition is corrected. The chokes are connected to the blowout preventer stack through an arrangement of valves, fittings, and lines which provide alternative flow routes or permit the flow to be halted entirely. This equipment assemblage is designated the “choke manifold.”
Choke Manifold Parts
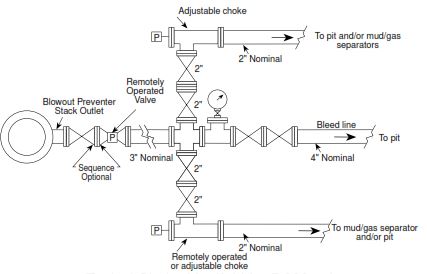
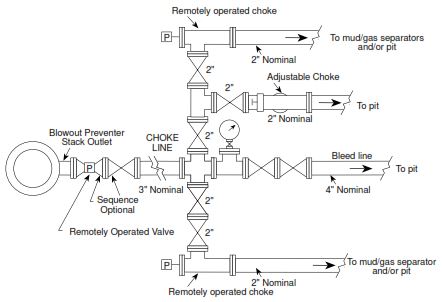
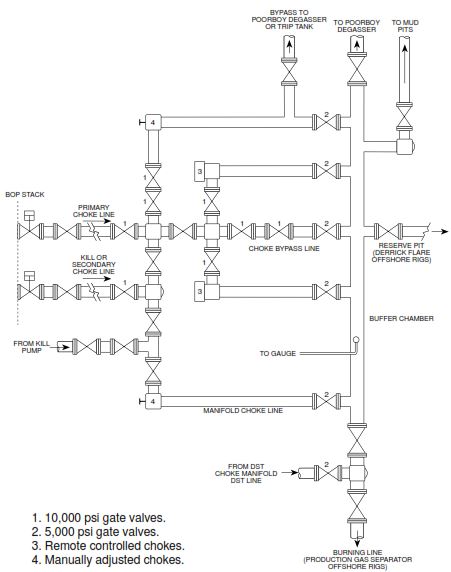
A choke manifold is an assembly of valves, through which the return flow from the well is routed when the blowout preventers are closed, with the purpose of applying calculated backpressure. Choke manifolds may be assembled in a variety of layouts but they will always include at least two adjustable chokes. In some cases, this may be one manual choke and one remote-controlled choke as shown in Figure 2.2. The manifold provides alternative flow paths for the fluid so that if necessary chokes can be changed and valves repaired without stopping the flow. All the high-pressure parts of the manifold should have the same working pressure rating as the BOP stack.
The Main Components Of the Choke Manifold are:
- choke a device with an orifice installed in a line to restrict the flow of fluids. Chokes are also used to control the rate of flow of the drilling mud out of the hole when the well is closed in with the blowout preventer and a Kick is being circulated out of the hole.
- choke line: a pipe attached to the blowout preventer stack out of which kick fluids and mud can be pumped to the choke manifold when a blowout preventer is closed in on a kick.
- HCR: The type ‘HCR‘pressure-operated gate valve is a flow line valve requiring relatively low operating pressures. This is a single BOP ram, hydraulic gate valve packed with elements similar to the old ‘QRC‘ ram assembly. The closing ratio of well pressure to hydraulic operating pressure is approximately 8 to 1. Available sizes are 4-inch 3000 to 5000 psi working pressure, and 6-inch 3000 and 5000 psi working pressure with standard API flanges.
Chokes:
The choke is normally an adjustable orifice installed in the return line. It is used to restrict the flow area so that the pressure drop of the returns through this line can be regulated while a kick is circulated out. Three types of chokes may be encountered in choke manifolds:
- The manual adjustable choke.
- The replaceable fixed choke.
- The remote controlled choke.
Manual Adjustable Choke
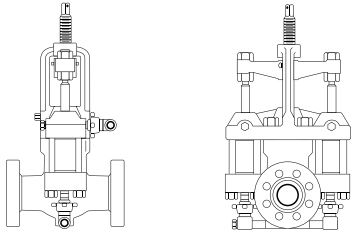
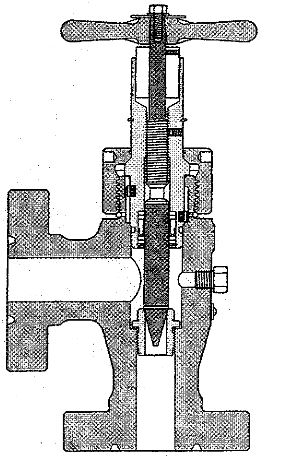
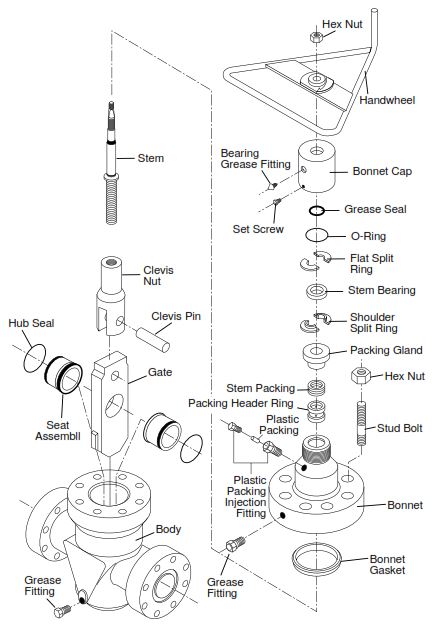
Figure 2. 7 shows a typical needle valve type manual adjustable choke. The stem and seat area are of tungsten carbide to make them more wear resistant; it must be understood that a choke is not meant to be used as a valve. The tool is designed to create a flow restriction and not to provide a high-pressure seal. Washed-out sealing areas are also common. Therefore the choke must be used for initial closing in only and should immediately be backed up by closing the upstream valve. This type of choke should not be left “closed” for long periods of time. Temperature expansion of the needle can damage the seat and the needle may “freeze” in the seat.
Fixed Choke
Instead of using an adjustable spindle valve, the seat can be replaced by different sizes of “beans”. Such chokes are used only if the well returns will have to be produced at a constant rate over a considerable period of time, such as is common during production tests. Fixed chokes are sometimes referred to as positive chokes.
The choke body in such a set-up is provided with a cap instead of a needle assembly
Remote Controlled Choke
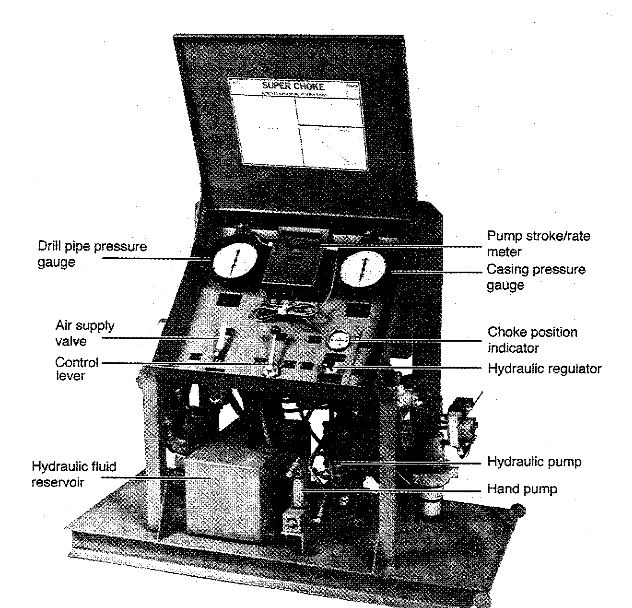
Remote-controlled chokes are operated from a panel, usually on the rig floor (see Figure 2.8). This operating panel should include:
- a drill pipe pressure gauge
- an annulus pressure gauge
- a pump stroke counter
- a choke selection switch
- a maximum allowable annulus pressure setting regulator (optional)
- a choke control lever
- and throttles for the pumps (optional)
There are different remote-controlled chokes, some of which have specific operating characteristics that may affect the well killing operation. It is therefore important to check the details of the unit installed.
Choke And Kill Line Outlet Valves
Owing to area and contractor specific requirements, it is not feasible to specify a standard layout, but the following minimum requirements should be adhered to:
- The choke line must have a minimum ID of 76·2 mm (3″), the kill line may be as small as 50·8 mm (2″), albeit that this might restrain opera tional flexibility should immediate substitution of a choke line be required. During normal operation, the inner ( usually manual) choke and kill line valves should remain open and the outer (hydraulically operated) valves closed such as to prevent excessive solids build-up in these lines.
- Wellhead outlets should, under normal operating conditions, not be used for a choke and kill line tie-in.
- If the kill line is not meant to ultimately replace or augment the choke line, it is highly desirable to install a check valve upstream of the stack valves.
Note: Choke manifold design should consider such factors as the anticipated formation and surface pressures, method of well control to be employed, surrounding environment, corrosivity, volume, toxicity, and abrasiveness of fluids.
Choke Manifold Valves Settings
Of the two choke line valves on or adjacent to the stack, the inner manual valve is kept open, and the second (the remotely controlled hydraulically acti vated gate valve) kept closed during drilling. All other valves and chokes in the line to the mud/gas separator, are kept open with the exception of the valve immediately upstream of each of the chokes and the second valve in the bypass line after the cross (the centre fl.ow line, the one without a choke)
Wherever two valves are fitted it is standard practice that the second valve is the one operated and the first one used as backup, in case the second one fails.
When two manual chokes are installed either one can be used. When a manual choke and a remote-controlled choke are installed, the remote-controlled choke is the one normally used, keeping the manual choke as a standby choke. Before taking over the shift the driller should make sure that all the valves on the· choke manifold are set as described above.
IADC Recommendations For Choke Manifold Planning & Installation
Recommended practices for planning and installation of choke manifolds for surface installations include:
- Manifold equipment subject to well and/or pump pressure (normally upstream of and including the chokes) should have a working pressure equal to the rated working pressure of the blowout preventers BOP stack in use. This equipment should be tested when installed to pressures equal to the rated working pressure of the blowout preventer stack in use.
- Components should comply with applicable specifications to accommodate anticipated pressure (MAASP), temperature, and corrosivity of the formation fluids and drilling fluids.
- For working pressures of 3M and above, flanged, welded, or clamped connections should be employed on components subjected to well pressure..
- The choke manifold should be placed in a readily accessible location, preferably outside of the rig substructure.
- The choke line (which connects the blowout preventer stack to the choke manifold) and lines downstream of the choke should:
- Be as straight as practicable; turns, if required, should be targeted.
- Be firmly anchored to prevent excessive whip or vibration.
- Have a bore of sufficient size to prevent excessive erosion or fluid friction:
- Minimum recommended size for choke lines is 3-in. nominal diameter (2-in. nominal diameter is acceptable for Class 2M installations).
- Minimum recommended size for vent lines downstream of the chokes is 3-in. nominal diameter.
- For high volumes and air or gas drilling operations, 4-in. nominal diameter lines are recommended.
- Alternate flow and flare routes downstream of the choke line should be provided so that eroded, plugged, or malfunctioning parts can be isolated for repair without interrupting flow control.
- Consideration should be given to the low temperature properties of the materials used in installations to be exposed to unusually low temperatures.
- The bleed line (the vent line which by-passes the chokes) should be at least equal in diameter to the choke line. This line allows circulation of the well with the preventers closed while maintaining a minimum of back pressure. It also permits high volume bleed-off of well fluids to relieve casing pressure with the preventers closed.
- Although not shown in the typical equipment illustrations, buffer tanks are sometimes installed downstream of the choke assemblies for the purpose of manifolding the bleed lines together. It also provides a large chamber for gas expansion and reduction in gas velocity. When buffer tanks are employed, provision should be made to isolate a failure or malfunction without interrupting flow control.
- Pressure gauges suitable for drilling fluid service should be installed so that drill pipe and annulus pressures may be accurately monitored and readily observed at the station where well control operations are to be conducted.
- All choke manifold valves subject to erosion from well flow should be full-opening and designed to operate in high pressure gas and drilling fluid service. Double, full-opening valves between the blowout preventer stack and the choke line are recommended for installations with rated working pressures of 3M and above.
- For installations with rated working pressures of SM and above the following are recommended
- One of the valves should be remotely actuated.
- Double valves should be installed immediately upstream of each choke.
- At least one remotely operated choke should be installed. If prolonged use of this choke is anticipated, a second remotely operated choke should be used.
- A valve should be installed downstream of the choke to provide isolation from the buffer tank when changing wear items while circulating through the second choke.
- Downstream of the choke, a decrease of one pressure rating, ie. 5M down to 3M, 10M down to 5M, etc., may be considered for the valves and buffer tank.
- Spare parts for equipment subject to wear or damage should be readily available.
- Testing, inspection, and general maintenance of choke manifold components should be performed on the same schedule as employed for the blowout preventer stack in use.
- All components of the choke manifold system should be protected from freezing by heating, draining, or filling with proper fluid.
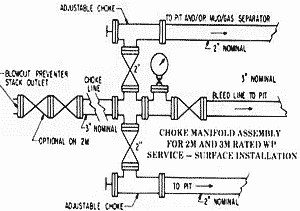
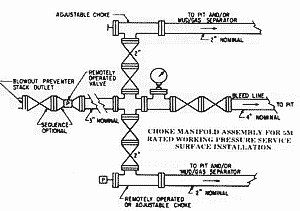
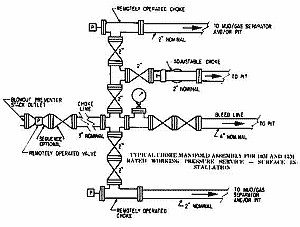
- Figures 1 through 3 illustrate typical choke manifolds for various working pressure service.
Choke Manifold Testing Pressures
The choke manifold should be tested in two-stage, at a low-pressure test of 200 to 300 psi and then at maximum test pressure. Both pressures holding periods should not be less than three minutes. A 5 or 10 minute holding period is common.
Choke manifold should be tested to full working pressure upon:
- Initial installation of BOP on wellhead.
- Maintenance or repair. Only test the effected component(s).
Routine ram and choke manifold maximum test pressure should be limited to the lesser of:
- 70% of rated working pressure.
- Wellhead rated working pressure.
- 70% of casing minimum internal yield strength.
Recommendations
Refinements or modifications such as additional hydraulic valves and choke runs, wear nipples downstream of chokes, redundant pressure gauges, and/or manifolding of vent lines will be dictated by the conditions anticipated for a particular well and the degree of protection desired. The guidelines discussed and illustrated represent typical industry practices.
For economic reasons, it may be desirable at the beginning of a drilling operation to install a manifold with a pressure rating equivalent to that of the highest pressure rated system which will be used on that well. This will preclude the necessity of always matching manifolds with BOP stack ratings, minimizing time lost changing choke manifolds, and reduce the number of manifolds held in inventory.
Screwed connections are optional for only the 2M manifold; all others shall be welded or flanged. IADC recommended configurations are shown in Figures 1, 2, and 3, for 2M and 3M, 5M, 10M, and 15M manifolds respectively.
Choke Manifold Related Diagrams
References:
- IADC Drilling Manual For Well Control
- Shell Well Control Manual
- WELL CONTROL for the Rig-Site Drilling Team